





吉林裕盛钢板仓有限公司本着'质优效率,守约重誉'的经营理念和服务宗旨为广大客户提供质优价廉的产品和售后服务,得到了各界新老用户的支持和赞誉。我公司郑重承诺,在同等的质量下,保证以低廉的价格,完善的服务,崇高的信誉来答谢各界朋友的支持和厚爱。
公司秉承“以质量求发展,以服务求生存”的原则,并始终坚持“为上、用户为先、质量为先、服务为先、信誉至上”的企业宗旨,并将这一思想始终贯穿在产、供、销等整个企业运行过程之中。凭借科学有序的管理模式、先进技术和设计理念、稳定可靠的产品质量、开拓创新销售理念和及时完善的售前售后服务,赢得了用户的一致赞誉;公司不断加大科技投入力度,在日益激烈的全球化市场竞争中实现公司的可持续发展,力创行业品质、价值新典范。公司对人才一直贯彻“汇聚人才、尊重人才、贤有多大,台有多大”的用人原则,对客户秉承着“提供良好产品、实惠价格、创新的技术、完善的服务”合作原则,我们热忱欢迎各界宾朋莅临鸿海,加入鸿海,携手发展,共创辉煌!


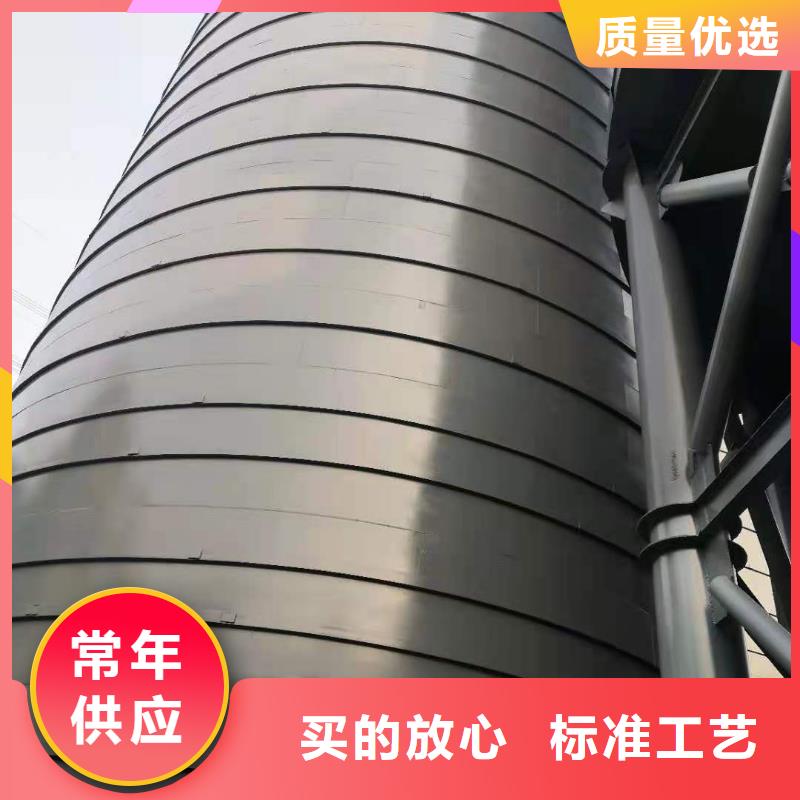
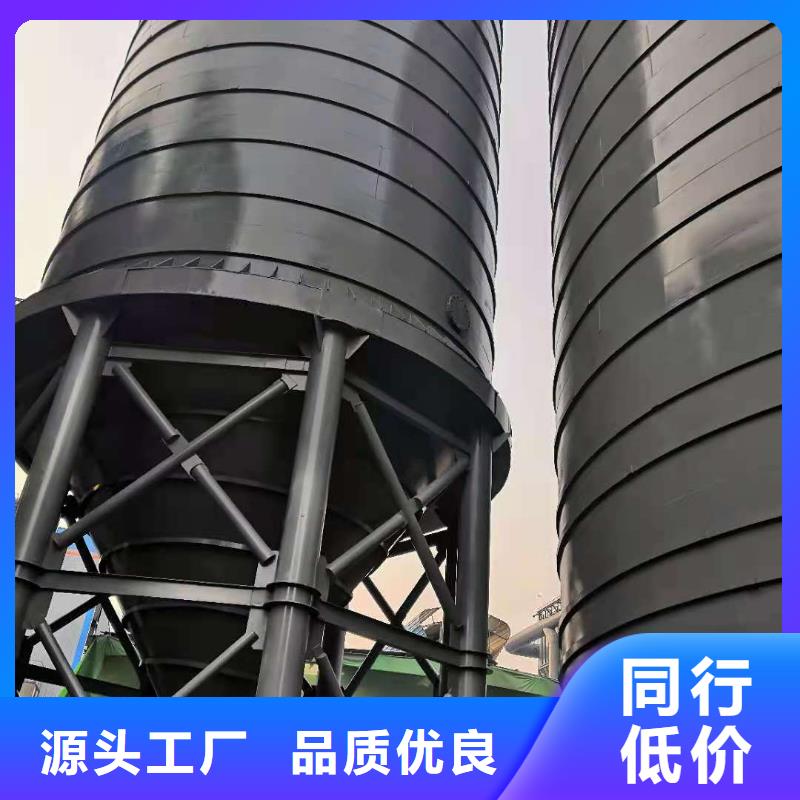
钢板库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
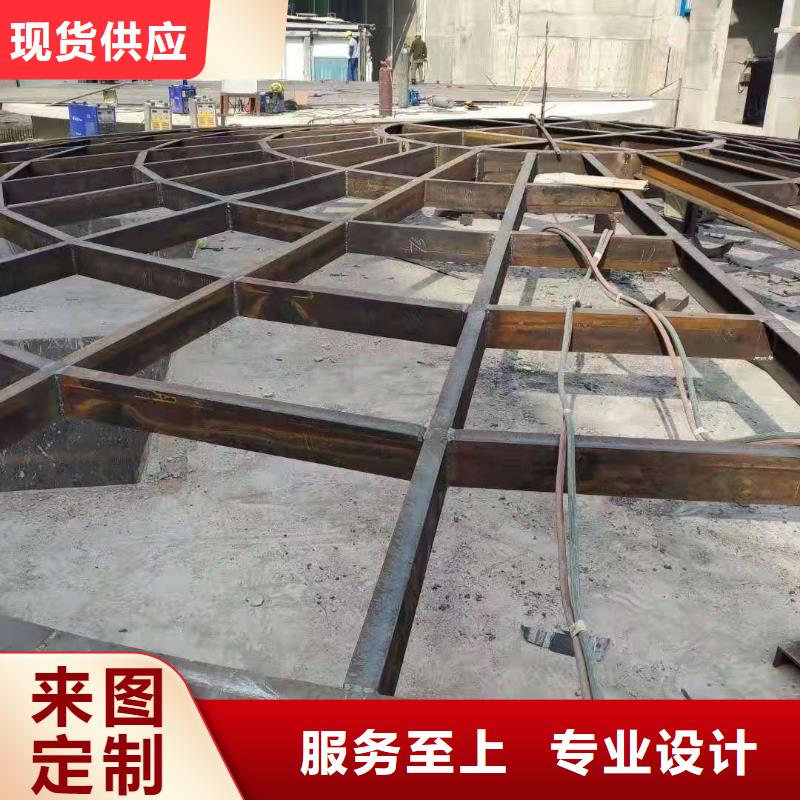
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
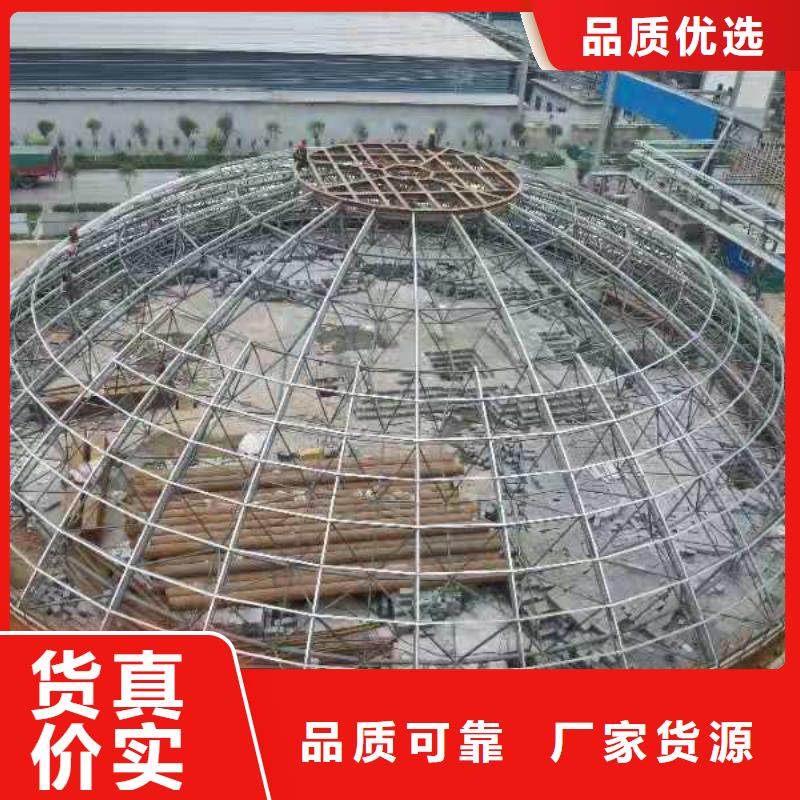
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。



聊城裕盛钢板仓有限公司成立于2010年,现有职工300人,各类专业技术人员50人。解决水泥在钢板库的完全出料问题,本设计采用我们的几项 技术,保证了钢板库按需、按时出料的要求和畅通出料、完全出料的需求。公司自成立以来,发展讯速,不断壮大目前为满足不同客户的需求对气化管的加工由原来的本公司使用现对外销售,每道加工工序做到严格控制,入库材料均严格进行检验把关。公司先后与山东大学、武汉大学及山东建筑设计院等科研单位进行合作,使钢板仓进出料系统更加完善,我公司近研发的库底气均化出料系统在达到自动节能的前提下,确保出库率95%,吨水泥耗电小于0.3度。近几年使用本 技术已经成功建造的大型钢板库已有多座,深受客户欢迎。




